- 上海迈尚机械设备有限公司
- 13901643346



产品描述
涂胶机的问题:出胶大小不一致:当出胶不一致时主要为储存流体的压力筒或空气压力不稳定所产生。进气压力调压表应设定于比厂内很低压力低10至15psi.,压力筒使用的压力应介于调压表中间以上的压力,应避免使用压力介于压力表之中低压力部分。胶阀控制压力应至少60psi 以上以确保出胶稳定。应检查出胶时间,黄山鼓式喷胶机供应商.若小于15/1000秒会造成出胶不稳定.,出胶时间愈长出胶愈稳定。流速太慢:流速若太慢应将管路从1/4”改为3/8"”。管路若*要应愈短愈好。除了改管子,黄山鼓式喷胶机供应商,还要改出胶口和气压,这样完全加快流速,黄山鼓式喷胶机供应商。流体内的气泡过大的流体压力若加上过短的开阀时间则有可能将空气渗入液体内.解决方法为降低流体压力并使用锥形斜式针头。双辊涂胶机的结构主要由机架、涂胶辊、胶槽及传动装置等组成。黄山鼓式喷胶机供应商
自动涂胶机的功能要求:要求自动涂胶机的X、Y两轴由交流伺服电机驱动,可实现直线插补和圆弧插补;Z轴气动,主要用于作业工位的转换,以调整涂胶嘴与涂胶平面的距离,并且编写数控程序完成对变速箱前壳体的涂胶工作。为实现涂胶机的良好控制,必须完成以下设计:全自动喷胶机机械系统的设计,包括X、Y方向的伺服驱动系统,Z方向的气缸驱动系统;自动涂胶机供胶系统的设计,包括胶及其驱动气缸的设计;自动涂胶机夹具的设计;自动涂胶机数控系统的简单设计。 自动涂胶机需要适应X、Y两轴的自由运动,除了直线运动之外还需要有精确的插补动作。宁波高粘度涂胶机厂家电话涂胶机设备采用了三轴联动,自动化操作,同时配有电脑编程控制路径喷涂。
四辊涂胶机有上下涂胶辊及上下挤胶辊,上下涂胶辊在传送单板的同时将胶液涂覆在单饭的上下表面。上下涂胶辊的结构基本相同,在涂胶辊的薄壁圆筒表面包覆两层硬质橡胶。内外层橡胶厚度均为10 mm,外层橡胶表面硬度为HA95,内层硬度为HA45,硬度不均度为HA4。根据使用橡胶种类的不同,在涂胶辊表面加工出一定形状和尺寸的沟槽,它是影响涂胶质量的重要因素。涂胶辊两端的轴颈安装在轴承内,下涂胶辊的轴承座固定在机架上,上涂胶辊的轴承座安装在升降装置的滑板上。涂胶辊的一端装有链轮用来带动其旋转,另一端装有齿轮用来带动挤胶辊运动。增大涂胶辊直径有利于延长其寿命和提高涂胶均匀度,但是相应增加了机床的尺寸及质量,因此涂胶辊直径一般为250~400 mm。挤胶辊的作用是控制涂胶量,其结构与涂胶辊相似,但在薄壁圆筒表面不包覆橡胶,而是镀铬并进行抛光。挤胶棍直径一般为150~300 mm。
点胶机选型如何选购点胶机,在购买点胶机之前,要明白:是什么胶水?单组份还是双组份(AB胶)?如果是双组份,AB胶的体积比是多少?胶水的粘度和密度胶水大约多久时间干透?手动点胶机适用于工业生产的各个领域:手机按键、印花、开关、连接器、电脑、数码产品、数码相机、MP3 、MP4 、电子玩具、喇叭、蜂鸣器、电子元器件、 集成电路、电路板、LCD液晶屏、继电器、扬声器、晶振元件、LED灯...自动点胶机的特点:管状旋转出胶控制;普通、数字式时间控制器。点胶笔头设置微动点触开关,操作方便;不需空气压力,接电源即可工作。材料可直接使用原装容器;可快速交换出胶管,不需进行清理调节。 四辊涂胶机是在上下涂胶辊旁各增设一个挤胶辊,以分别控制单板上下表面的涂胶量。
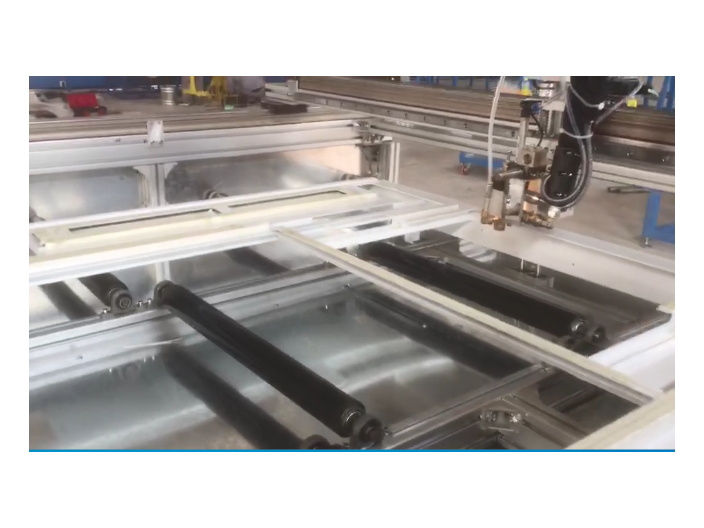
涂胶机又称刮胶机.用以将胶浆涂在纺织品的表面上的一种机械设备.主要有:卧式涂胶机或双作用涂胶机.纺织品通过涂胶刀和工作辊之间的狭缝,涂上一层薄膜,再通过用蒸汽加热的平台,使溶剂挥发而剩余胶层;鼓式涂胶机.有一个用蒸汽加热的中空金属鼓代替干燥台;立式或倾斜式浸浆机.纺织品浸过胶浆后,表面上过量的胶浆被涂刀和压紧辊刮去.再经过立式或倾斜式干燥台使溶剂挥发而剩余胶层;桌面涂胶机是通过气压将胶水或者油漆等涂料喷涂到材料上。设备采用了三轴联动,自动化操作,同时配有电脑编程控制路径喷涂。喷涂厚度和时间均可设定,简单易操作。四辊涂胶机的挤胶辊有两种布置方式。宁波高粘度涂胶机厂家电话
四辊涂胶机的上下涂胶辊同时供胶,互不干涉,涂胶时不易产生跳动,是较广应用的一种涂胶设备。黄山鼓式喷胶机供应商
双辊涂胶机的结构主要由机架、涂胶辊、胶槽及传动装置等组成。机架1由铸造或型钢焊接而成,左右各一个,中间由拉杆螺栓2联结构成整体框架,以保证其稳定性。机架用来支承涂胶辊、胶槽及传动装置等构件。涂胶辊分为上涂胶辊3和下涂胶辊4,用铸铁或钢管制造,辊筒外面包覆有硬质橡胶,表面有沟纹,胶辊直径200~300 mm,通常不**过350 mm。辊筒表面沟纹的形状有直螺纹形、各种方格形和横纹形,直螺纹形应用很多。直螺纹的沟纹数一般每口寸为20条,螺距1.27 mm,沟深1 mm。涂胶辊的沟纹数和沟纹深度对于涂胶量有很大影响,沟纹越密、越浅,涂胶量越小。双辊涂胶机的结构简单,维护保养和操作方便,但也有如下缺点:涂胶量依靠调整上下涂胶辊的间隙来控制,若单板幅面大、间隙小,容易把单板压碎。容易将胶中泡沫带到单板上,影响胶合质量。一张单板涂胶完成后,需待涂胶辊回转一周后才能送*二张单板,生产效率低。当涂胶单板较厚时,会引起上涂胶辊上下跳动,容易损坏机件。黄山鼓式喷胶机供应商
友情链接